I've found the recent outbreak of people spouting nonsense about CAMRA surprisingly disturbing. But I have to accept that everyone can get it wrong and that does include me.
I may not have got it as wrong as half the twerps on twitter, but I did miss what is surely the most important result from CAMRA's AGM. No, not the acceptance of keg beer. Or the acceptance of extraneous CO2. Or even that the failed motion that so many people have got het up about was really about pubs.
No, surely the most important decision was that both the anti-'Spoons vouchers candidates were rejected. That bloke from Tiny Rebel who was far too full of himself and the young fogey who runs a pub were both anti-'Spoons vouchers and both were soundly defeated. So let us here no more of this anti-'Spoons voucher nonsense. The people have spoken.
Thursday, 26 April 2018
Wednesday, 25 April 2018
Dry hopping and a visit to Lupofresh
Dry hopping, the traditional British technique that was invented in America in 2007, is all the rage now. So it was with interest that I went to Lupofresh to hear a lecture from Russell Falconer of Hopsteiner on it. Shame I didn't get to the IBD Asia Pacific conference as there were six lectures son it there.
Dry hopping, adding hops to beer after (or even during) fermentation, is the best way of getting hop aroma into beer.

Where hops are added to the beer has a strong influence on how they affect the flavour. With dry hopping there's heat so the essential oils aren't driven off so remain in the beer. Rates have risen from a modest 20g/hl up to 1000!

The oil content of hops varies from year to year by up to a factor of two and doesn't show much correlation with alpha acid content.

Various methods are made to add different types of hops at different stages.

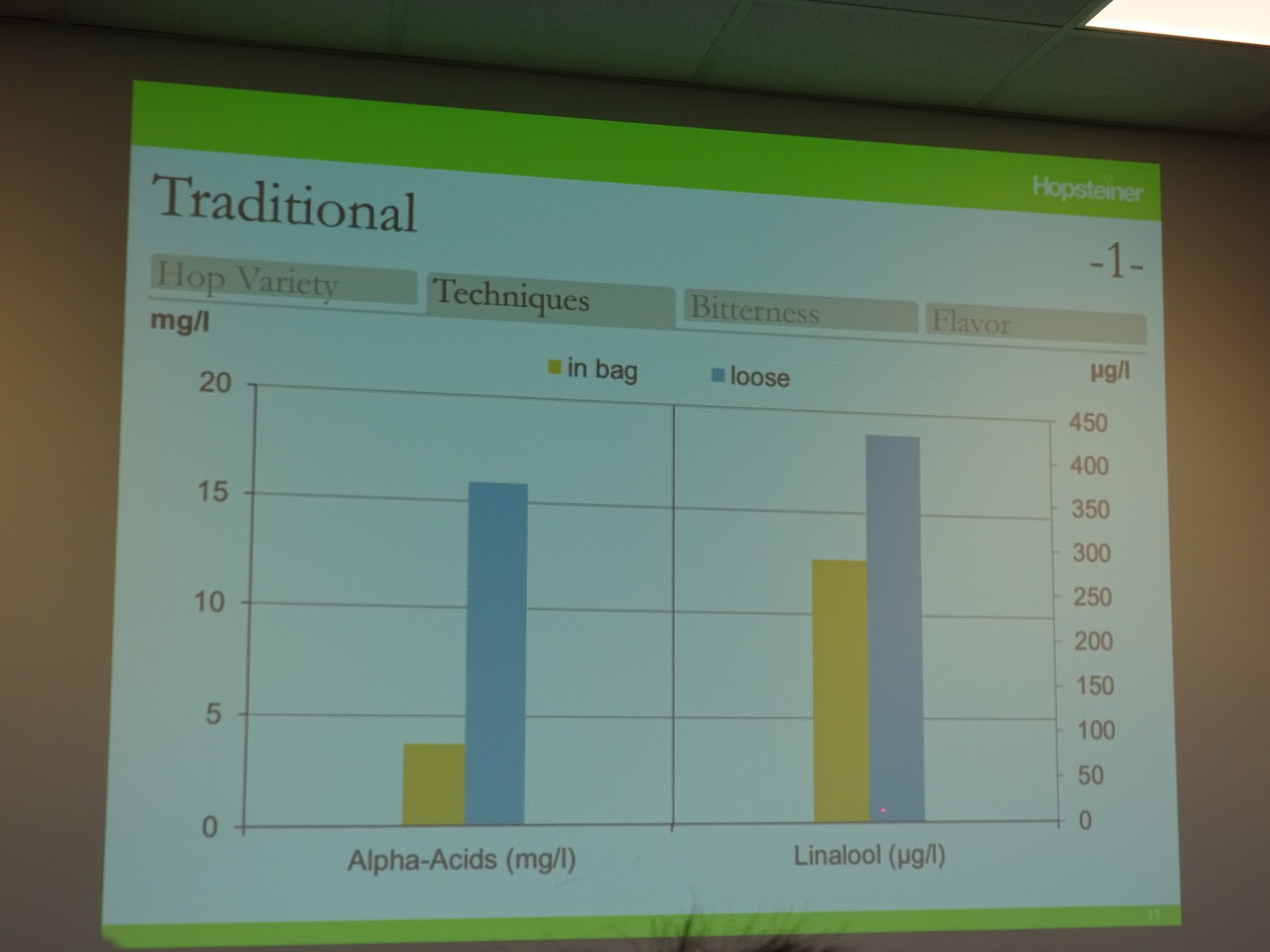
Whole hops, type 100 pellets (hop plugs), hop pellets, in a bag or loose.

Adding dry hops loose gives more flavour than in a bag.

More oil is extracted over time but it can also add negative characteristics (vegetal flavours)

Separate dissolving tanks which the beer is recirculated through are becoming more common now. Dissolving hop pellets warm gives better results for the first 24-48 hours but after that point the results are the same as if the dissolving beer was cold. Some new systems can get the flavour out in four hours.



It can be used in conjunction with the Iso-Mix system (which re-circulates beer through a submerged jet head) or GEA hopstar which has a perforated up pipe.




It's possible to drop pellets out a cyclindro-conical fermenting vessel and then crop yeast later. Dry hopping will cause beer losses as they can swell up to size times the size they are when added.

Hopsteiner have developed a "beer cleaner" with a 250μl sieve for separating beer from hop debris.


Losses can be reduced by using lupulin powder (made in a similar manner to Type 45 pellets so luplin glands are concentrated and "leaf" matter reduced) or you could add hop oils.

Despite the lack of boiling (so no isomerisation of alpha acids) dry hopping will still increase bitterness.



There are changes during fermentation due to adsorption, interaction with products of fermentation and biotransformation.


And just when I'd decided the only important thing about fermenter geometry was height and the associated difference in hydrostatic pressure it turns out there's more to it. Greater the surface area at the top of the tank the greater the amount of volatiles lost.

In large tanks there will be different concentration of hop flavour volatiles in different parts of the tank so mixing ins better.

Filtration will remove flavour compounds, but some more than others. Myrcene (grassy/estery) is mostly removed by fruity notes tend to go through the filter.

Storage trials of beer stored cold and warm (c/w) showed marked reduction of most hop oils


Mixing and amount of contact are more important when dry hopping than temperature (though yeast interactions will be affected by temperature).


In the discussion that followed there were a few more juicy titbits. Fullers pick up 6 IBU (by analysis) cold dry hopping, which will come from oxidised products not isomerisation.
There is an optimum length of time for dry hopping so dry hopping in tank gives a more stable product.
Dry hopping increases the beer pH so there can be an increase of 2-3 IBUs due to this.
Sadly the speaker could shed no further light on the diaststic effect of dry hops but Horace Brown mentioned it in his wonderful reminiscences and more than a century after Brown's work there's a podcast about it from the MBAA here.


And then we had a tour of Lupofresh/Morris Hanbury.

It wasn't quite like when I went round a hop processing plant in Germany, which no doubt reflects on the relative successes of the British and German hop industries.


Type 90 pellets are made by hops going to the bale breaker, they may then be subject to further drying before going to a hammer mill before mixing, cooling, pelleting and packaging.











Anyone else remember Reanimator?


Proper science coming up:





Morris Hanbuy make Type 90 and Type 100 pellets, Isomerised Kettle Extract, Iso-alpha extra and reduced Tetra extract with the hydrogenation carried out in house using a novel process.

Dry hopping, adding hops to beer after (or even during) fermentation, is the best way of getting hop aroma into beer.



Various methods are made to add different types of hops at different stages.

Whole hops, type 100 pellets (hop plugs), hop pellets, in a bag or loose.

Adding dry hops loose gives more flavour than in a bag.
More oil is extracted over time but it can also add negative characteristics (vegetal flavours)

Separate dissolving tanks which the beer is recirculated through are becoming more common now. Dissolving hop pellets warm gives better results for the first 24-48 hours but after that point the results are the same as if the dissolving beer was cold. Some new systems can get the flavour out in four hours.



It can be used in conjunction with the Iso-Mix system (which re-circulates beer through a submerged jet head) or GEA hopstar which has a perforated up pipe.




It's possible to drop pellets out a cyclindro-conical fermenting vessel and then crop yeast later. Dry hopping will cause beer losses as they can swell up to size times the size they are when added.

Hopsteiner have developed a "beer cleaner" with a 250μl sieve for separating beer from hop debris.


Losses can be reduced by using lupulin powder (made in a similar manner to Type 45 pellets so luplin glands are concentrated and "leaf" matter reduced) or you could add hop oils.

Despite the lack of boiling (so no isomerisation of alpha acids) dry hopping will still increase bitterness.



There are changes during fermentation due to adsorption, interaction with products of fermentation and biotransformation.


And just when I'd decided the only important thing about fermenter geometry was height and the associated difference in hydrostatic pressure it turns out there's more to it. Greater the surface area at the top of the tank the greater the amount of volatiles lost.

In large tanks there will be different concentration of hop flavour volatiles in different parts of the tank so mixing ins better.

Filtration will remove flavour compounds, but some more than others. Myrcene (grassy/estery) is mostly removed by fruity notes tend to go through the filter.

Storage trials of beer stored cold and warm (c/w) showed marked reduction of most hop oils


Mixing and amount of contact are more important when dry hopping than temperature (though yeast interactions will be affected by temperature).


In the discussion that followed there were a few more juicy titbits. Fullers pick up 6 IBU (by analysis) cold dry hopping, which will come from oxidised products not isomerisation.
There is an optimum length of time for dry hopping so dry hopping in tank gives a more stable product.
Dry hopping increases the beer pH so there can be an increase of 2-3 IBUs due to this.
Sadly the speaker could shed no further light on the diaststic effect of dry hops but Horace Brown mentioned it in his wonderful reminiscences and more than a century after Brown's work there's a podcast about it from the MBAA here.


And then we had a tour of Lupofresh/Morris Hanbury.



Type 90 pellets are made by hops going to the bale breaker, they may then be subject to further drying before going to a hammer mill before mixing, cooling, pelleting and packaging.










 |


Proper science coming up:





Morris Hanbuy make Type 90 and Type 100 pellets, Isomerised Kettle Extract, Iso-alpha extra and reduced Tetra extract with the hydrogenation carried out in house using a novel process.
Subscribe to:
Comments (Atom)