
Dry hopping, adding hops to beer after (or even during) fermentation, is the best way of getting hop aroma into beer.



Various methods are made to add different types of hops at different stages.

Whole hops, type 100 pellets (hop plugs), hop pellets, in a bag or loose.

Adding dry hops loose gives more flavour than in a bag.
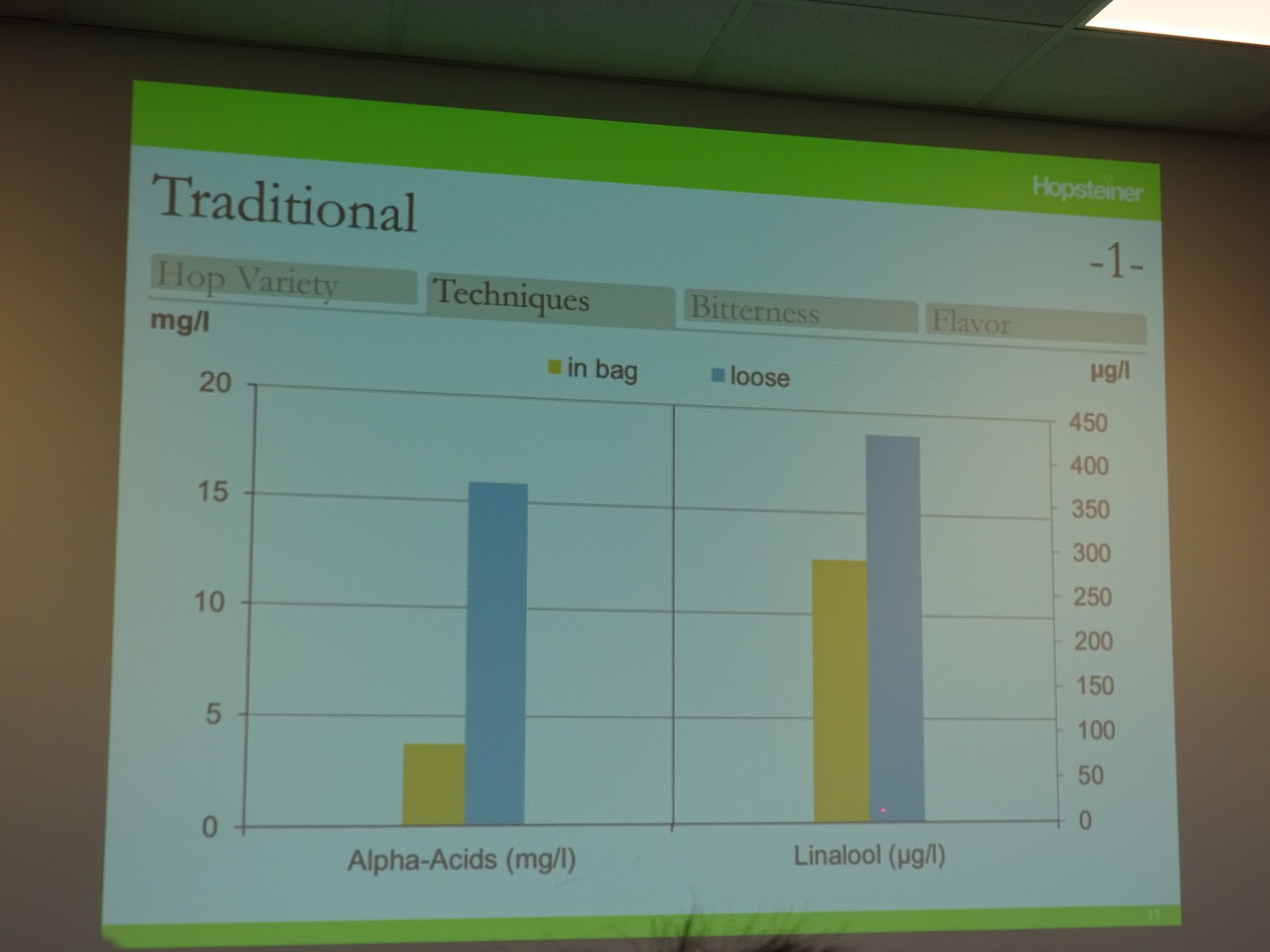
More oil is extracted over time but it can also add negative characteristics (vegetal flavours)

Separate dissolving tanks which the beer is recirculated through are becoming more common now. Dissolving hop pellets warm gives better results for the first 24-48 hours but after that point the results are the same as if the dissolving beer was cold. Some new systems can get the flavour out in four hours.



It can be used in conjunction with the Iso-Mix system (which re-circulates beer through a submerged jet head) or GEA hopstar which has a perforated up pipe.




It's possible to drop pellets out a cyclindro-conical fermenting vessel and then crop yeast later. Dry hopping will cause beer losses as they can swell up to size times the size they are when added.

Hopsteiner have developed a "beer cleaner" with a 250μl sieve for separating beer from hop debris.


Losses can be reduced by using lupulin powder (made in a similar manner to Type 45 pellets so luplin glands are concentrated and "leaf" matter reduced) or you could add hop oils.

Despite the lack of boiling (so no isomerisation of alpha acids) dry hopping will still increase bitterness.



There are changes during fermentation due to adsorption, interaction with products of fermentation and biotransformation.


And just when I'd decided the only important thing about fermenter geometry was height and the associated difference in hydrostatic pressure it turns out there's more to it. Greater the surface area at the top of the tank the greater the amount of volatiles lost.

In large tanks there will be different concentration of hop flavour volatiles in different parts of the tank so mixing ins better.

Filtration will remove flavour compounds, but some more than others. Myrcene (grassy/estery) is mostly removed by fruity notes tend to go through the filter.

Storage trials of beer stored cold and warm (c/w) showed marked reduction of most hop oils


Mixing and amount of contact are more important when dry hopping than temperature (though yeast interactions will be affected by temperature).


In the discussion that followed there were a few more juicy titbits. Fullers pick up 6 IBU (by analysis) cold dry hopping, which will come from oxidised products not isomerisation.
There is an optimum length of time for dry hopping so dry hopping in tank gives a more stable product.
Dry hopping increases the beer pH so there can be an increase of 2-3 IBUs due to this.
Sadly the speaker could shed no further light on the diaststic effect of dry hops but Horace Brown mentioned it in his wonderful reminiscences and more than a century after Brown's work there's a podcast about it from the MBAA here.


And then we had a tour of Lupofresh/Morris Hanbury.



Type 90 pellets are made by hops going to the bale breaker, they may then be subject to further drying before going to a hammer mill before mixing, cooling, pelleting and packaging.










 |


Proper science coming up:





Morris Hanbuy make Type 90 and Type 100 pellets, Isomerised Kettle Extract, Iso-alpha extra and reduced Tetra extract with the hydrogenation carried out in house using a novel process.
Only 10g/l? That's almost a minimum now, Cloudwater and others are doing 25g/l total hops, and almost all of that is after the boil.
ReplyDeleteOn the variability between seasons - it's noticeable that the Cascade shows less variability, which one might expect from the near-desert conditions of Yakima. European hop-growing regions have far more vintage variation - last August's dull weather had a noticeable effect on the 2017 harvest in Kent.
Thanks for this though, always interesting to see this kind of thing.
I can't help but think you get diminishing returns using that much though. Cascade is now grown all over, I think Lupofresh were looking into the differences in plants grown in various countries.
ReplyDeleteSeems to work for them. I guess one aspect is that if you're using yeast that give significant biotransformation then you lose some intensity whilst gaining complexity, and that may take you make under any sensory max-out threshold.
ReplyDeleteBeen quite a bit of work done on terroir effects in hops, some of Ali Capper's presentations have compared UK, US, NZ, and I'm sure this used to have more graphs but includes data from different farms within Willamette Valley as well as between countries : http://simplyhops.co.uk/news/cascade/